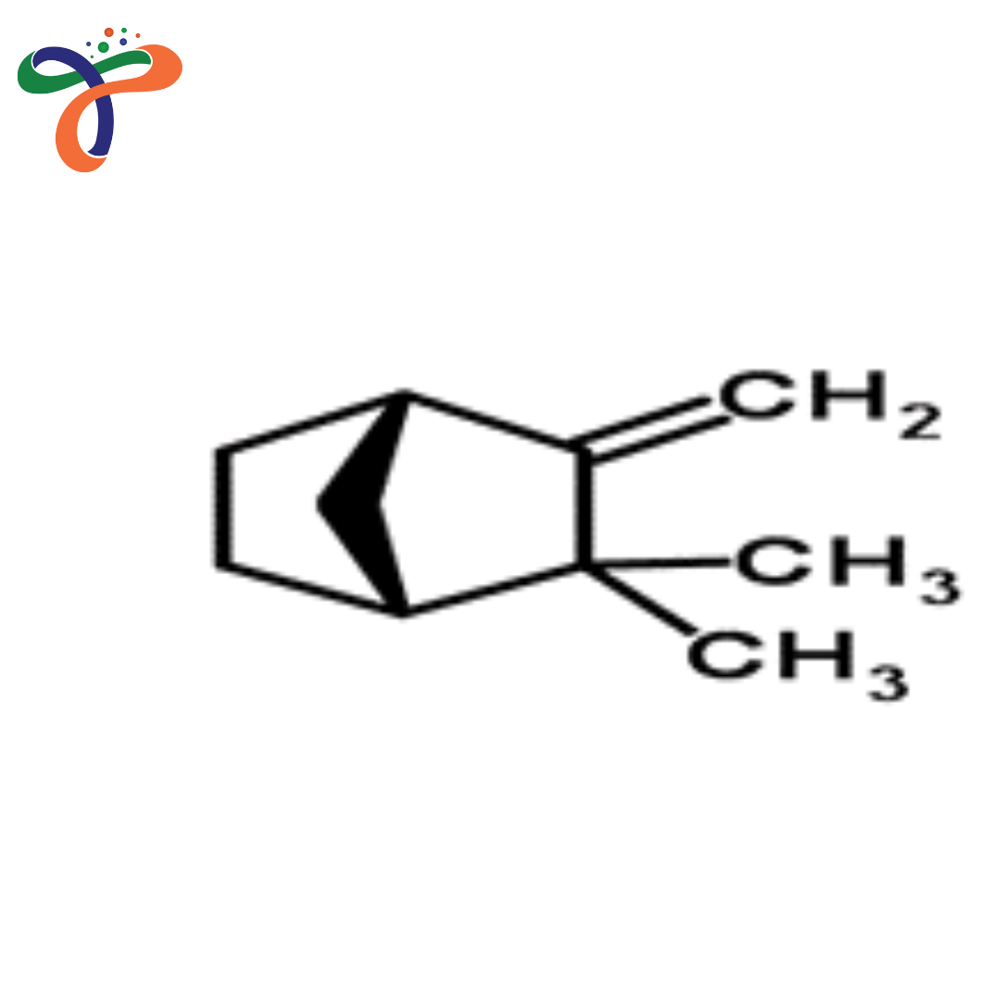
About Camphene (79-92-5) (C10H16)
We Are Supplier, Exporter And Contract Manufacturer.Technical Profile Of Camphene, A High-Purity Raw Chemical Material Supplied By Triveni Chemicals For Industrial Manufacturing And Laboratory Synthesis.
Discover the exclusive benefits of Camphene (CAS No: 79-92-5), an extraordinary white crystalline solid renowned for its invincible role in perfumery, resin production, and pharmaceuticals. Procure this unassailable industrial-grade product with over 95% purity at a reduced price. Camphene boasts a boiling point of 159C, excellent stability, and a pungent, camphor-like odor. As a highly flammable solid, it demands careful handling and is expertly packaged in HDPE bags or drums. Compliance with REACH and GHS makes it an unmatched, safe choice for diverse industrial applications worldwide.
Advantages and Key Industrial Applications of Camphene (79-92-5)
Camphene offers a notable advantage as a high-purity aromatic intermediate, indispensable in manufacturing fragrances, resins, and synthetic camphor. Used mainly in industrial machinery, Camphene's unique features include its unassailable stability under normal conditions and strong aromatic qualities. Its granular, crystalline form and robust pungency make it a preferred choice for industries seeking a reliable, non-poisonous, and effective solution for producing exceptional end-products in pharmaceuticals and perfumeries.
Global Export Markets, Payment Flexibility, and Domestic Reach for Camphene
We offer Camphene (79-92-5) to major export markets such as Southeast Asia, Europe, and the Middle East, valuing our longstanding trade partnerships and regulatory compliance. Flexible payment terms are available for valued clients, ensuring convenient procurement. Domestically, Camphene enjoys widespread recognition across India's leading industrial hubs, making it a highly sought-after specialty chemical for both local and international buyers aiming for extraordinary product performance.
FAQ's of Camphene (79-92-5):
Q: How should Camphene (79-92-5) be stored for maximum stability?
A: Camphene should be stored in its original sealed HDPE packaging in a cool, dry, and well-ventilated area away from heat sources and ignition points to maintain its stability and prolong shelf life.
Q: What are the primary industrial uses of Camphene?
A: Camphene is primarily utilized in the production of perfumes, synthetic camphor, resins, and as an intermediate in pharmaceuticals, owing to its unique aromatic properties and high purity.
Q: Where can Camphene be procured, and in what packaging options?
A: Camphene can be procured from reputable manufacturers and suppliers in India, and it is available in robust HDPE bags or drums designed for safe storage and transport.
Q: What benefits does Camphene offer in industrial manufacturing?
A: Camphene provides extraordinary benefits such as high purity, remarkable stability, strong aromatic odor, and compatibility with a wide range of organic solvents, making it invaluable in fragrance, pharmaceutical, and resin production.
Q: When is Camphene's shelf life maximized?
A: Camphene achieves a shelf life of up to 2 years when stored properly in its original, sealed packaging under recommended storage conditions.










 Send Inquiry
Send Inquiry
 Send Inquiry
Send Inquiry English
English Spanish
Spanish French
French German
German Italian
Italian Chinese (Simplified)
Chinese (Simplified) Japanese
Japanese Korean
Korean Arabic
Arabic Portuguese
Portuguese