We are Supplier, Exporter and Contract Manufacturer.
, a high-purity raw chemical material supplied by Triveni Chemicals for industrial manufacturing and laboratory synthesis.
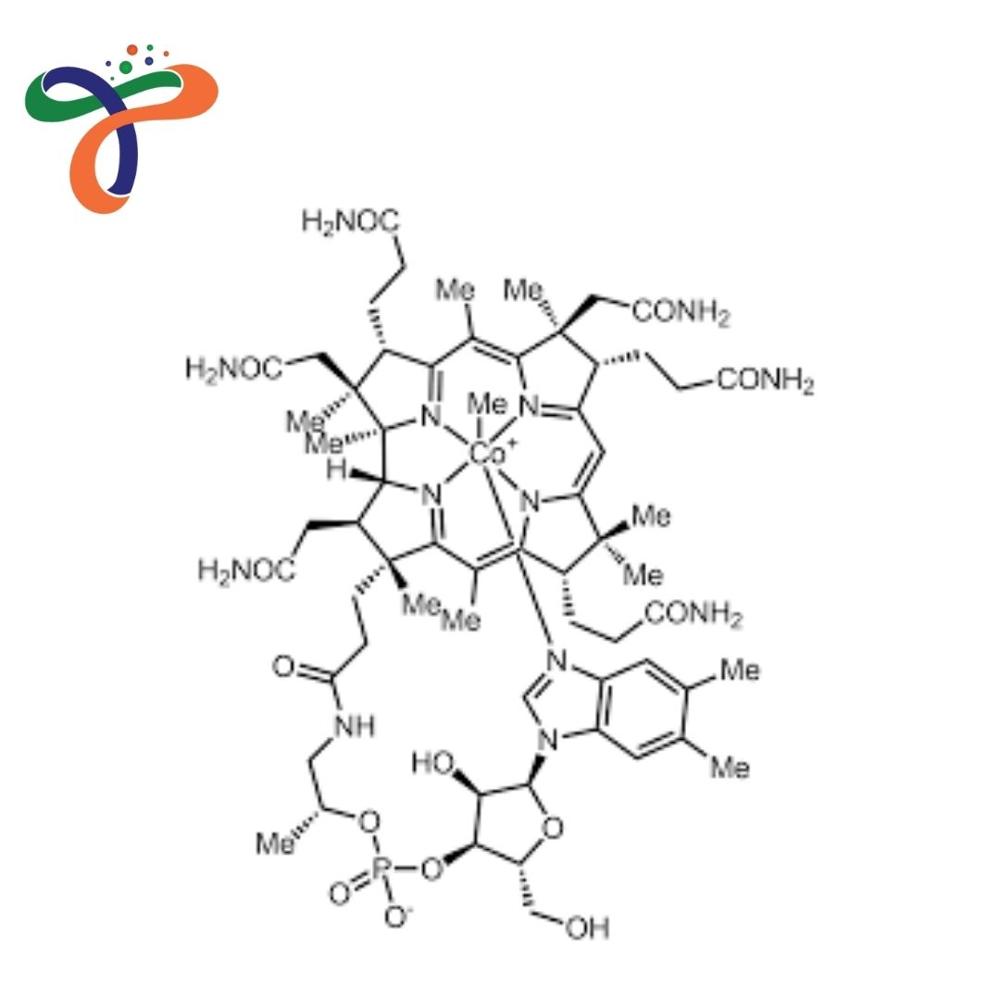
Spotlight on Methylcobalamin (13422-55-4): This Prime vitamin B12 derivative is renowned in the pharmaceutical industry for its high purity (98.5%) and illustrious efficacy as a nutrition enhancer. Highly recommended for dietary supplements and pharmaceutical formulations, it appears as a dark red, odorless crystalline powder, freely soluble in water. Benefit from our reduced price offer, available in 1kg/bag or 25kg/drum packaging to suit your requirements. With a shelf life of 2 years and strict microbial limits, it's your trusted source for premium quality.
Versatile Usage & Applications of Methylcobalamin
Methylcobalamin (13422-55-4), also known as Mecobalamin or MeCbl, serves distinct functions as a pharmaceutical intermediate, dietary supplement, and food additive. As a highly effective Vitamin B12 derivative, it is predominantly utilized for addressing B12 deficiencies and neuropathy. Its advanced material features include a superior assay value and fine crystalline powder that seamlessly dissolves in water, ensuring easy integration into formulations and products designed for health, nutrition, and wellness users.
Global Export, Packing & Certifications of Methylcobalamin
Our Methylcobalamin is dispatched promptly worldwide, meeting the stringent needs of pharmaceutical and food industries across major export markets. Sample requests are honored according to our flexible policy, with shipment packaged securely in 1kg bags or durable 25kg drums to maintain product integrity. Certified for pharmaceutical-grade standards, each batch is thoroughly tested and comes with documentation supporting its quality and safety, ensuring compliant and reliable international delivery.
FAQ's of Methylcobalamin (13422-55-4):
Q: What is the main usage of Methylcobalamin (13422-55-4)?
A: Methylcobalamin is primarily used as a vital ingredient in the treatment of vitamin B12 deficiency, neuropathy, and as a nutritional supplement in both pharmaceutical and food industries.
Q: How should Methylcobalamin powder be stored for maximum shelf life?
A: To ensure the 2-year shelf life, Methylcobalamin must be stored in a cool, dry place, protected from light, and kept in well-sealed packaging.
Q: Where is your Methylcobalamin produced and supplied from?
A: Our Methylcobalamin is expertly manufactured and supplied from our facilities in China, with strong partnerships extending to India for sourcing and distribution.
Q: What types of packaging are available for shipment?
A: We offer flexible packaging options including 1kg bags and 25kg drums, or can accommodate customized packaging requests to match your needs for shipment and storage.
Q: Is Methylcobalamin suitable for pharmaceutical-grade applications?
A: Yes, our product is pharmaceutical grade, with a purity of 98.5% and strict microbial limits, making it suitable for use in medical and health-related formulations.
Q: What are the solubility and appearance characteristics of Methylcobalamin?
A: Methylcobalamin is freely soluble in water, very slightly soluble in ethanol, and appears as a dark red, odorless crystalline powder, ideal for diverse formulation applications.










 Send Inquiry
Send Inquiry
 Send Inquiry
Send Inquiry English
English Spanish
Spanish French
French German
German Italian
Italian Chinese (Simplified)
Chinese (Simplified) Japanese
Japanese Korean
Korean Arabic
Arabic Portuguese
Portuguese